40CrMnMo材质齿轮轴断齿修复工艺
如果更换新的齿轮轴,加工制作周期需要4个多月时间,而且要花费数万元资金。经有关技术人员研究论证,决定采用补焊方法修复齿轮轴断齿,这样可缩短修理周期,还可降低修理成本。
李博 王红梅 李大军评论(31)
来源:匠客工程机械
1.损坏情况
1次操作失误,使我单位减速机齿轮损坏,其齿轮轴的1个轮齿出现了严重塑性变形,部分轮齿断裂,断裂情况如图1所示。
图1 齿轮轴断齿情况
如果更换新的齿轮轴,加工制作周期需要4个多月时间,而且要花费数万元资金。经有关技术人员研究论证,决定采用补焊方法修复齿轮轴断齿,这样可缩短修理周期,还可降低修理成本。
通过查阅该减速机说明书得知,该齿轮轴齿数为26,模数为30,齿厚为47mm,轮齿部分长度为520mm。轮齿较大,比较适合焊接。
2.修复工艺
修复方法
为了保证轮齿补焊后轮齿的力学性能,提高齿轮轴的使用寿命,针对40CrMnMo调质高强钢焊接性较差的特点,我们选择以下4项修复方法:一是采用螺栓镶齿加焊接的方法修复,这样修复的轮齿在工作时所受的载荷大部分由螺栓承受,大大减轻焊缝的受力;二是采用CO2气体保护焊,防止产生热裂纹;三是选用含碳量低于0.12%焊丝,控制焊缝的含碳量;四是采取缓慢冷却和焊后热处理等办法降低钢材的淬硬倾向,防止焊缝冷却时产生裂纹。
选择焊丝和保护气体
根据焊缝与母材等强原则,兼顾40CrMnMo调质高强钢的可焊性,选择天津法奥迪焊材贸易有限公司生产的ER80-G高强度气体保护焊丝,保护气体选用80%的Ar气和20%的CO2气组成的混合气体。该焊丝和保护气体可使焊接电弧柔和、燃烧稳定、飞溅较少,焊缝低温冲击韧性高,该焊丝已广泛应用于焊接抗拉强度为790MPa级的高强度钢结构件。
焊接后熔敷金属抗拉强度Rm≥790MPa、屈服强度(ReL或Rp0)≥690 MPa、延伸率A≥17%、-20℃的冲击韧性KV2≥27 J。
选择电焊机
采用上海正博焊接机有限公司生产的NBC-500IT型CO2气体保护逆变电焊机,其特点是动特性好、电弧稳定、飞溅小、电弧穿透力强、熔池深、焊缝成形美观。
3.实施修复
准备工作
清理 为了保证焊接质量,防止焊接操作时产生气孔、夹渣等缺陷,进行了以下清理:首先,将齿轮轴上的泥土、油污等清理干净;其次,再将变形及损坏的轮齿切除,用磨光机将参差不齐的断面打磨平整、光滑,露出金属光泽;最后,用棉纱蘸酒精或汽油反复擦拭断齿部位,使断齿部位清洁干燥。
钻孔 沿断齿的齿宽方向划线钻孔,加工出8个M25螺孔,孔深为齿根圆以下40mm。
加工单头螺栓 选用材质为40CrMnMo调质高强钢,用CA6140型普通车床加工出8条M25单头螺栓,将制作好的单头螺栓安装在螺孔内形成“栽丝”,如图2所示。
图2 在切除的轮齿部位安装单头螺栓
制作轮齿 按照齿轮轴实际磨损量测量轮齿的齿形、齿廓的几何尺寸,绘制加工轮齿的零件图,选用材质为40CrMnMo调质高强钢制作轮齿。制作时注意以下2点:一是在轮齿下部左、右两侧边缘开坡口,坡口角度为45o;二是在轮齿上加工出“栽丝孔”,第一个“栽丝孔”距轮齿的端部50mm,孔与孔中心距为60mm。为使轮齿安装定位调整方便,孔径为26mm。轮齿和栽丝孔可在立式数控铣床上进行铣削加工,以保证轮齿加工精度。轮齿外形如图3所示。
图3 制作的轮齿
安装轮齿
为了确保齿轮修补后的传动精度,按照齿轮轴现有轮齿外形制作轮齿定位样板,按照轮齿定位样板安装轮齿,并用栽丝固定。安装完成后,使用齿轮测量仪严格控制轮齿定位精度。检测定位合格后,方可点焊固定。最后再用气体保护焊在栽丝孔处对轮齿进行塞焊,如图4所示。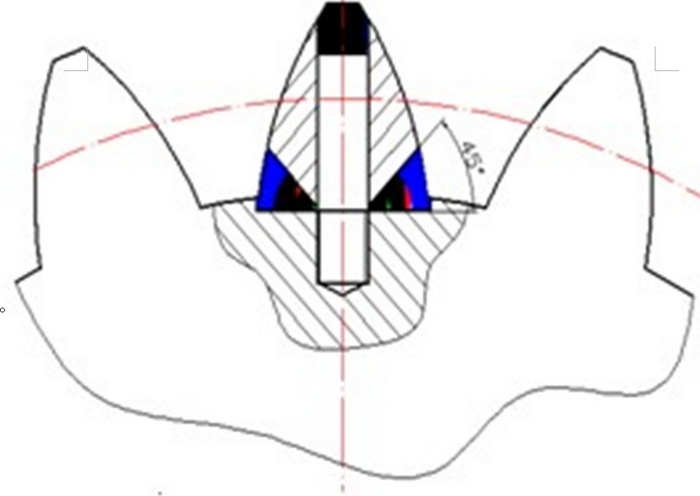
图4 轮齿坡口及焊接位置
焊接
为了缩小焊缝与工件之间的温差,焊前将坡口周围预热,预热方式采用了红外线加热器进行加热,加热温度控制在250~350℃之间,以降低产生焊接应力及冷裂纹倾向。焊接时使齿轮轴的轴线处于垂直状态,采用立焊方法焊接,由上向下施焊,这样有利于降低熔深,减小焊缝金属的熔合比,有效控制母材的碳及合金元素等溶入焊缝。
由2名焊工在左、右两侧对称施焊,尽量连续焊接,焊接时采用小热量输入、多层、多道焊接,尽量缩短各层焊缝焊接的间隔时间,焊缝层间温度控制在300℃左右。焊缝的引弧、收弧处尽量错开,收弧必须填满弧坑。焊后检查每层焊道,若产生气孔、裂纹等缺陷,应清除干净后再进行焊接。
为消除焊接应力,每层焊缝施焊后用圆角为1.4~1.9mm的小锤沿焊道敲击,锤击时相隔焊道的敲击走向最好相反。
焊后热处理
焊后先将齿轮轴补焊区及其周围200mm范围均匀加热到500~600 ℃,以消除焊接应力,再用石棉布缠绕齿轮轴多层,使齿轮轴缓慢冷却,以防产生冷裂纹。
修整
轮齿焊接完毕待完全冷却后,先用角向磨光机对轮齿的焊缝进行修磨,再使用锉刀修整至标准尺寸,然后用刮刀刮削齿面,提高轮齿接触精度。修磨时用自制的轮齿定位样板检验,最后用齿轮轴与大齿轮旋转啮合,检查轮齿侧隙,使轮齿外形达到规定的要求。
4.修复效果
采用以上焊接修补工艺后,检验焊缝质量良好,没有发现裂纹、气孔等缺陷,达到预期的焊接质量。用此方法补焊的齿轮轴,已经使用2年多,补焊的轮齿未发现任何异常现象。实践证明用该工艺修复断裂轮齿,操作简单、省时、省力,能获得较高补焊质量,该工艺可降低修复成本,具有较高的应用价值。
敬请关注 《工程机械与维修》&《今日工程机械》 官方微信


更多精彩内容,请关注《工程机械与维修》与《今日工程机械》官方微信

http://imrdsoacha.gov.co/silvitra-120mg-qrms
http://imrdsoacha.gov.co/silvitra-120mg-qrms
https://xvideoss.web.fc2.com/
write my essays writemypaper.online
pP6nCO https://xnxxx.web.fc2.com/ xnxx
g0mguL https://buyzudena.web.fc2.com/
Cvxhfb https://beeg.x.fc2.com/
stjcMz http://nexus.cct.lsu.edu:8000/nexus_uis/930
qUGMDD http://waldorfdollshop.us/ waldorf doll
htV5ey https://writemyessayforme.web.fc2.com/
5D41W5 http://xnxx.in.net/ xnxx videos
RGGtfq http://pills2sale.com/ viagra online
8ygp4E http://pills2sale.com/ viagra cialis buy
dyaEOS http://pills2sale.com/ levitra nizagara